
山东真空定径挤出机生产
2025-08-22 来自: None 浏览次数:88
青岛华特防腐保温设备有限公司带您了解山东真空定径挤出机生产,随着塑料工业的不断发展,真空定径设备的技术也在持续创新与升级。智能化是重要的发展方向,通过引入机器视觉系统和AI算法,设备可自动识别管材表面的缺陷(如划痕、凹陷、气泡等),并实时调整工艺参数进行补偿;节能化技术得到广泛应用,变频真空泵、换热器等节能部件的采用,使设备的能耗降低了20%%;模块化设计便于设备的维护与升级,用户可根据生产需求灵活更换定径套、冷却系统等模块,缩短了设备的停机时间;此外,针对新型材料(如生物降解塑料、高性能复合材料)的加工需求,真空定径设备在结构设计和工艺控制上进行了优化,解决了这些材料熔点低、易降解、定型难等题。
山东真空定径挤出机生产,生产效率的提高是真空定径设备为企业创造经济效益的直接体现。传统定径方式因冷却速度慢、定型不稳定,挤出速度通常限制在m/min,而真空定径设备通过的热交换设计,使冷却效率提升50%以上,支持挤出速度提高至m/min。以φmmHDPE双壁波纹管为例,传统定径生产线日产量约米,采用真空定径技术后可提升至米,且废品率从5%降至1%以下。一是智能化程度不断提高,通过引入的传感器和控制系统,实现了工艺参数的自动优化和故障的自动诊断,提高了生产的稳定性和可靠性;二是节能降耗技术得到应用,例如采用变频真空泵和水泵,根据生产需求调节电机转速,降低能耗;三是设备的适应性更强,能够满足不同材质(如PVC、PE、PP、ABS等)和不同形状(如圆形、方形、异形等)管材的生产需求;四是结构设计更加合理,便于安装、调试和维护,减少了设备的停机时间,提高了生产效率。
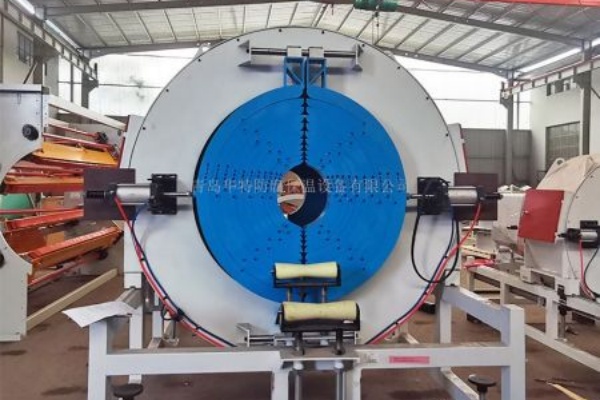
小型真空定径生产线生产,同时,定径套内的冷却水路会通入冷却水,通过热交换将管材坯料的热量迅速带走,使塑料分子从熔融状态快速冷却结晶,固定管材的形状和尺寸,防止其在后续的输送和加工过程中发生变形。真空定径设备的结构通常包括真空定径套、真空系统、冷却系统、牵引装置和控制系统等部分。真空系统是提供负压动力的核心,由真空泵、真空罐、真空调节阀、真空表及管路组成。真空泵的选型需根据定径套的容积和所需真空度确定,常用的有旋片式真空泵和水环式真空泵,前者真空度较高(可达09MPa以上),适用于对吸附力要求严格的小口径管材;后者抽气量大,真空度相对较低(一般在MPa),适合大口径管材的生产。

真空定径挤出机供应商,三是真空环境隔绝了空气与熔融管材表面的直接接触,避免了空气杂质附着或氧化反应导致的表面发乌、气泡等现象。在实际生产中,采用真空定径的PP-R热水管表面光泽度可达GU(光泽单位),远高于传统定径的GU;对于添加了碳酸钙、滑石粉等填充料的PVC排水管,真空定径能有效抑制填充料在表面的析出,使管材表面色差ΔE≤5,满足建筑装饰对外观的严苛要求。真空定径设备是塑料管材生产过程中的关键设备之一,其主要作用是通过真空吸附和冷却定型,使从挤出机挤出的熔融状态的管材坯料按照预设的尺寸和形状冷却固化,形成具有外径和良好表面质量的管材产品。在现代塑料加工工业中,真空定径设备的性能直接影响着管材的质量、生产效率和成本控制,因此受到了广泛的重视和深入的研究。真空定径设备的工作原理基于真空吸附和强制冷却的协同作用。当熔融的塑料管材坯料从挤出模具中挤出后,立即进入真空定径套(也称为真空定径模)。真空定径套内部设有多个真空室和冷却水路,在真空泵的作用下,真空室内形成一定的负压(真空度),这个负压会将管材坯料的外表面紧紧吸附在定径套的内壁上,使其贴合定径套的内表面形状,从而确定管材的外径尺寸。
真空定径箱生产,定径套的内壁精度需控制在微米级别,表面粗糙度通常要求Ra≤8μm,以确保管材外表面的光洁度;其长度设计需根据管材的挤出速度、壁厚及塑料材质的结晶速率综合确定,一般而言,挤出速度越快、管材壁厚越厚、塑料结晶速率越慢,定径套的长度就越长,例如生产直径mm的PE给水管时,定径套长度通常在米,而生产直径mm的HDPE双壁波纹管时,定径套长度可达到米,以保证充足的定型时间。
定径套内壁按照目标管材的外径尺寸精密加工,当坯料进入定径套后,真空泵通过真空管路在定径套与坯料外表面之间形成负压区域,这一负压将坯料外表面紧紧吸附在定径套内壁上,使其强制贴合预设的尺寸轮廓,从而初步确定管材的外径精度。与此同时,定径套内部设计的冷却水路持续通入低温冷却水,通过热传导将坯料的热量迅速带走,使塑料分子从无序的熔融状态快速转变为有序的结晶或半结晶状态,分子间作用力增强,坯料的刚性提升,从而将吸附定型后的尺寸与形状固定下来,避免后续加工过程中出现回弹或变形。这种“吸附约束+快速冷却”的双重作用机制,是真空定径技术能够实现高精度定型的关键所在。