
山西自动化真空定径生产线价格
2025-08-02 来自: None 浏览次数:72
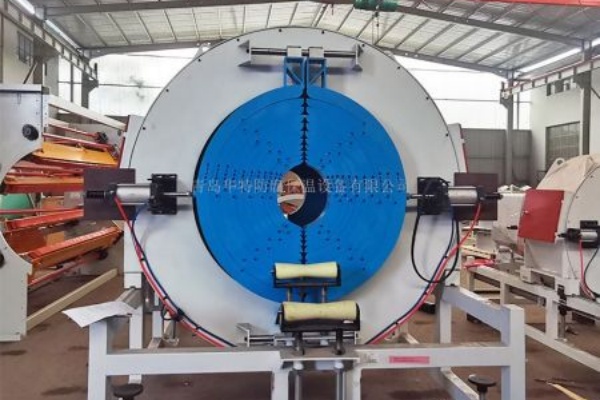
青岛华特防腐保温设备有限公司为您提供山西自动化真空定径生产线价格相关信息,真空定径设备是塑料管材生产过程中的关键设备之一,其主要作用是通过真空吸附和冷却定型,使从挤出机挤出的熔融状态的管材坯料按照预设的尺寸和形状冷却固化,形成具有外径和良好表面质量的管材产品。在现代塑料加工工业中,真空定径设备的性能直接影响着管材的质量、生产效率和成本控制,因此受到了广泛的重视和深入的研究。真空定径设备的工作原理基于真空吸附和强制冷却的协同作用。当熔融的塑料管材坯料从挤出模具中挤出后,立即进入真空定径套(也称为真空定径模)。真空定径套内部设有多个真空室和冷却水路,在真空泵的作用下,真空室内形成一定的负压(真空度),这个负压会将管材坯料的外表面紧紧吸附在定径套的内壁上,使其贴合定径套的内表面形状,从而确定管材的外径尺寸。
可使分子链沿轴向适度取向,既保证了管材的柔韧性,又提升了其抗蠕变性能,在小时静液压试验中,破裂压力比传统定径产品高10%%。对于厚壁管材(壁厚>20mm),真空定径设备可配备内冷系统,通过插入管材内部的冷却芯棒同步冷却内壁,使管材内外壁温差控制在5℃以内,避免了传统外冷导致的“外硬内软”现象,显著降低了内应力,经检测,其热变形温度较传统定径产品提高℃,在高温环境下的尺寸稳定性更优。

定径套内壁按照目标管材的外径尺寸精密加工,当坯料进入定径套后,真空泵通过真空管路在定径套与坯料外表面之间形成负压区域,这一负压将坯料外表面紧紧吸附在定径套内壁上,使其强制贴合预设的尺寸轮廓,从而初步确定管材的外径精度。与此同时,定径套内部设计的冷却水路持续通入低温冷却水,通过热传导将坯料的热量迅速带走,使塑料分子从无序的熔融状态快速转变为有序的结晶或半结晶状态,分子间作用力增强,坯料的刚性提升,从而将吸附定型后的尺寸与形状固定下来,避免后续加工过程中出现回弹或变形。这种“吸附约束+快速冷却”的双重作用机制,是真空定径技术能够实现高精度定型的关键所在。
山西自动化真空定径生产线价格,例如,生产方形PVC雨水管时,定径套内壁设计为方形腔体,四个角部分别设置独立真空室,通过调节各区域真空度(角部真空度略高于平面部分),确保管材四角与平面的贴合精度,使对角线偏差控制在±3mm以内;生产HDPE双壁波纹管时,特殊设计的波纹状定径套配合脉冲式真空控制(波峰处真空度高,波谷处真空度低),可成型波纹结构,保证波峰高度公差≤5mm,环刚度达到SN8及以上等级。冷却水温的控制至关重要,一般需维持在℃,水温过高会降低冷却效率,导致管材定型缓慢,甚至出现表面发乌、尺寸超差;水温过低则可能使管材表面因快速冷却而产生裂纹或冷斑。为保证水温稳定,大型生产线通常配备冷却塔或冷水机组,实现冷却水的循环利用和温度调节。牵引装置虽不属于真空定径设备的核心组成,但与定径过程密切相关,其主要作用是将定型后的管材以稳定的速度从定径套中拉出,并维持管材在定径套内的张力平衡。
传统定径方式依赖自然冷却或简单机械约束,难以应对塑料熔融态的高流动性和易变形特性,常导致管材外径偏差大、圆度不足等题。而真空定径设备通过真空负压将熔融管材坯料紧密吸附在高精度加工的定径套内壁,利用定径套的刚性轮廓强制约束管材外形,同时配合快速冷却实现尺寸固化。这种“主动吸附+刚性定型”的机制,能将管材外径公差控制在±1mm以内,圆度误差≤2mm/m,远优于标准要求。通过激光测径仪实时监测管材外径,自动调节牵引速度,确保生产过程的稳定性控制系统是真空定径设备的“神经”,负责协调各系统的运行参数,实现自动化生产。传统控制系统采用继电器逻辑控制,参数调节需手动操作,精度较低;现代设备则普遍采用PLC(可编程逻辑控制器)结合触摸屏的控制方案,操作人员可通过触摸屏设置真空度、冷却水温、牵引速度等参数,并实时监控各系统的运行状态,如真空压力、水温、电机电流等,
150真空定径生产线批发,效率提升的核心在于一是真空吸附减少了管材与定径套的摩擦阻力,使牵引能耗降低20%%,同时避免了因摩擦产生的表面损伤导致的停机清理;二是定径套的模块化设计允许快速更换(更换时间从传统的小时缩短至30分钟以内),适应多规格管材的柔性生产;三是自动化控制系统实现了真空度、冷却水温、牵引速度的联动调节,当挤出机转速波动时,系统可在5秒内完成参数补偿,保证生产连续性。总之,真空定径设备作为塑料管材生产中的关键设备,其技术水平和性能质量对管材产品的质量和生产效率具有决定性的影响。随着塑料工业的持续发展和市场需求的不断升级,真空定径设备将朝着更加智能化、化、节能化和多功能化的方向发展,为塑料管材行业的进步提供有力的技术支持。同时,对于生产企业来说,合理选用和正确操作真空定径设备,加强设备的维护和管理,是提高产品质量、降低生产成本、增强市场竞争力的重要措施。